純正形状の大口径インマニを金属3Dプリントで自作する #
APtrikes125の動力性能向上を目的とした吸気系チューニングは、最終的にインテークマニフォールド(以下、インマニ)の大口径化に至った。
市販パーツの組み合わせでは回避できない不都合を克服するため、金属3Dプリントを用いた純正形状かつ大口径のインマニを自作した経験を記録する。
APtrikes125における吸気系チューニングの必然性とボトルネック #
APtrikes125に搭載されるZongshen製125ccエンジンのシリンダーヘッド側吸気口は内径28mmであるのに対し。
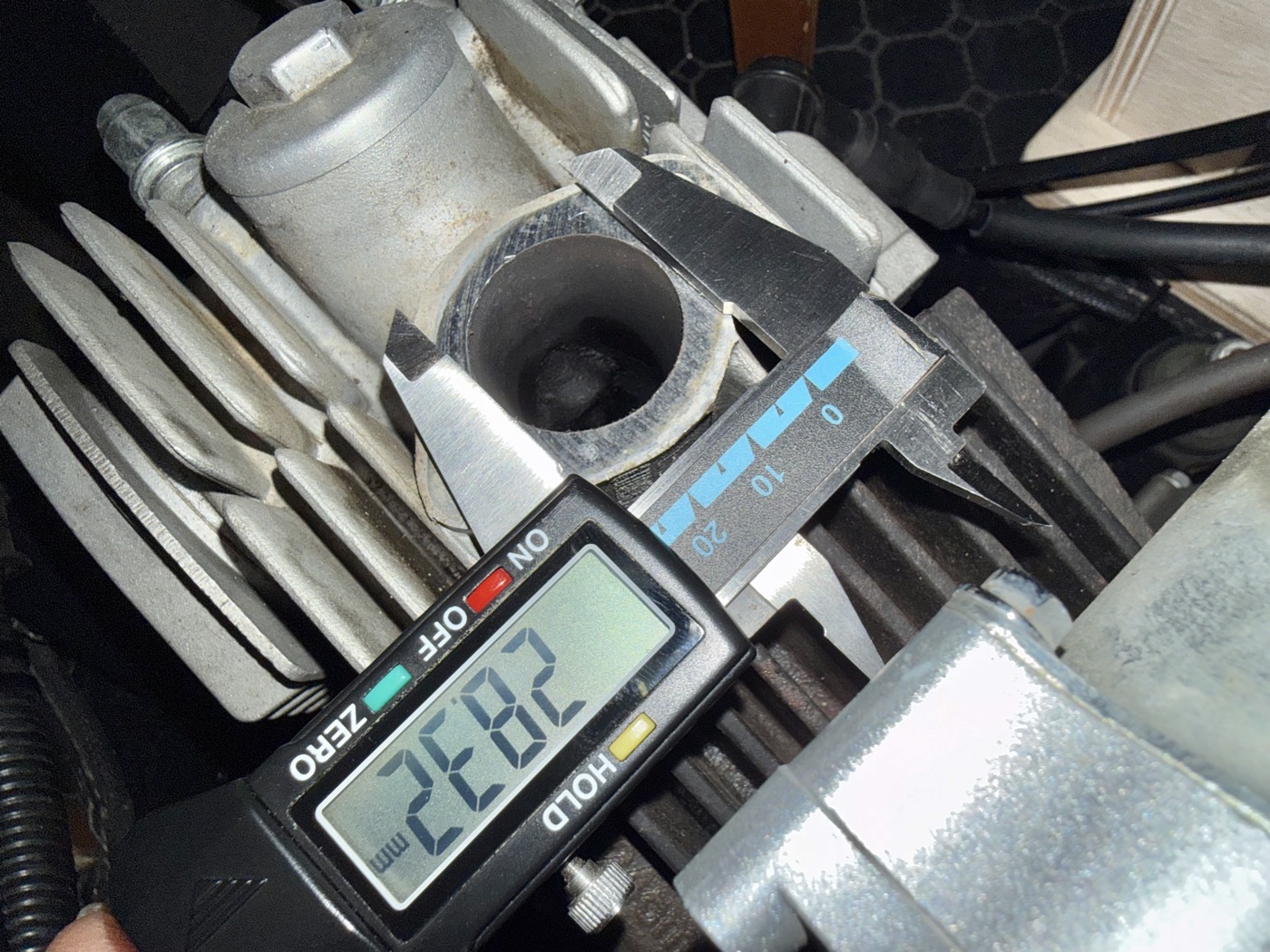
工場出荷状態で組み合わされるインマニおよびキャブレターの内径は19mmで統一されている。
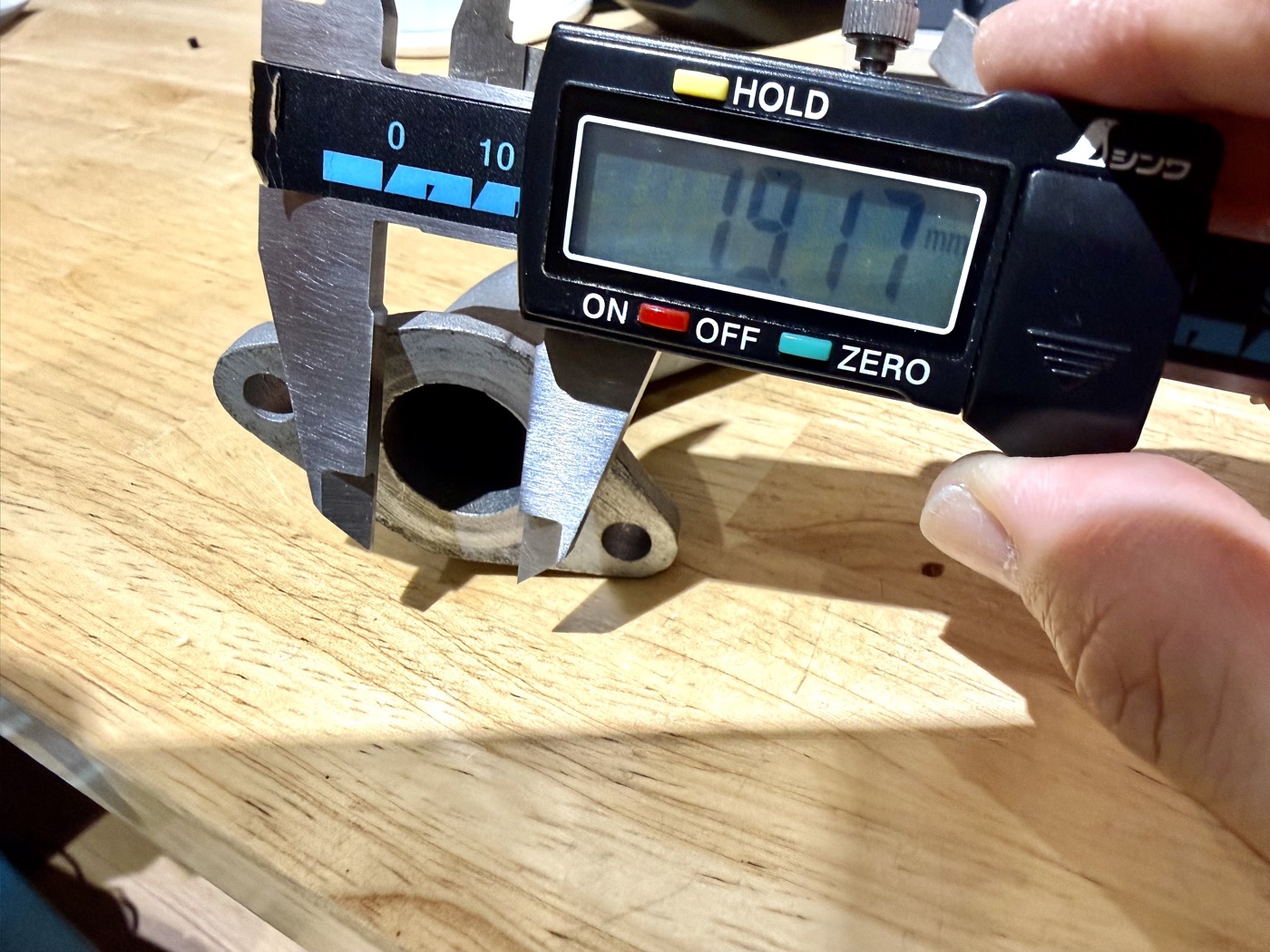
内径19mmは50ccクラスの車両に採用されるサイズであり、125ccエンジンのパフォーマンスは制限を受けている。
この設定により、燃費は28km/L〜30km/Lと良好である一方、40km/h程度への加速にも時間を要し、幹線道路の巡航において周囲の交通流を乱すリスクが生じる。
街中を実用的な速度で走行するためには、吸気系の効率化が半ば必然となる。
これまで筆者は、
- MJ#85 SJノーマル 霧化促進加工(未起稿)
- ビッグキャブレター(PZ27)への換装(未起稿)
- タペット調整(バルブタイミング調整)
- 全開放型エアクリーナーボックス蓋製作・換装
- 吸音性能を追求した8本エルボー型エアクリーナーボックス蓋製作・換装
といった感じで吸気系のカスタムを進めてきた。
- 関連記事: タペット調整(バルブクリアランス調整)
- 関連記事: 大開口消音エアクリーナーボックス蓋
しかし、この構成では各部の内径に以下の通り矛盾が生じていた。
- エンジン吸気口:28mm
- PZ27実効口径:約24mm
- 純正インマニ内径:19mm
純正インマニが吸気経路上の明確なボトルネックとなっていた。
既存の大口径化手法とその限界 #
APtrikes125のオーナー間で標準化されている大口径インマニ(内径約26mm)への交換アプローチは、以下のパーツを組み合わせるものだ。
- 約26mm インテークマニホールド PダートバイクATV対応
- キタコ 12WAYアタッチメント(内径φ26)
- PHOENIX キャブレター インシュレーター 26mm 汎用 Oリング付
この手法には、筆者は三つの問題を感じた。
第一に、スペースの制約。
APtrikes125に装着可能な大口径の市販インマニは、短いエルボー形状しか存在しない。
純正インマニのようにエンジン上部の突起物であるセルモーターを乗り越え、運転席下にある純正エアクリーナーボックスへ連結することが不可能となる。
結果としてインマニを横方向へ向けざるを得ず、純正エアクリーナーボックスを放棄して吸音能力のないパワーフィルターを装着することになる。
これは吸気音の著しい爆音化を招き、快適性を損なう。
長大なダクトを這わせて配置を工夫し、エアクリーナーボックスを配置する事例もあるが、迂遠であることは否めない。
第二に、気密性のリスクだ。12WAYアタッチメントなどの中継パーツの介在により接続箇所(パーツ構成数)が増加し、二次エアを吸うトラブルの原因となる。
第三に、エンジンカバーの加工の必要性が生じること。
「純正エアクリーナーボックスを維持できる純正形状」かつ「内径26mmの大口径」を両立するインマニは市場に存在しないため、一から自作することを選択した。
吸気系チューニングのセオリーと今回の設計における合理性 #
内燃機関の吸気系チューニングにおいて、単に経路を大口径化すれば全域でパワーアップするわけではない。
吸気管内を流れる混合気には慣性があり、高回転時の圧力損失の低減(大口径化のメリット)と、低中回転域での吸気流速の維持(小口径のメリット)のバランスが重要とされる。
むやみに大口径化すると流速が落ち、ベンチュリ効果によるガソリンの霧化が妨げられ、低中速域のトルク低下や「ボコ付き」を誘発して実用性を損なう。
今回、シリンダーヘッド側の28mmに対し、インマニ内径を「26mm」に設定した背景には、この流速維持の観点に加え、物理的な寸法と構造強度による明確な制約が存在する。
APtrikes125のエンジン側フランジは、2本の固定用ボルトの中心間間隔(ピッチ)が48mm。当初はヘッド側と同一の「内径28mm」での設計を試みたが、ボルト位置との位置関係から、金属3Dプリントの構造強度および気密性を担保するために必要な壁厚3mmを確保することが不可能だと判明した。壁厚を犠牲にして破断や二次エアのリスクを冒すわけにはいかないため、肉厚3mmを維持できる限界として内径26mmを導き出した。
結果として、実効口径24mm相当のPZ27キャブレターから、インマニ(26mm)、シリンダーヘッド(28mm)へと向かって緩やかにテーパー状に拡大していく経路が形成され、吸気流速の過度な低下を防ぎつつ、高回転時の圧力損失を最小限に抑えるストリートユースとして合理的な仕様となった。
さらに、インマニの「管長」も重要。4サイクルエンジンには吸気バルブの開閉に伴う「吸気脈動効果(慣性過給)」が存在し、管長が長いほど低中回転域でトルクを発揮しやすくなる。市販のエルボー型インマニは非常に短く、高回転特化型になるため低中速トルクが犠牲になりやすい。
今回、純正インマニの複雑な曲がりと管長を3Dスキャンによって正確にトレースした理由は、単にセルモーターを回避するためだけではない。純正が計算の上で設定した「低中速トルクを犠牲にしない管長」を維持したまま内径を限界まで拡大するという、最も合理的な落としどころを突くための選択だった。
3DスキャンとFusion 360による設計 #
設計にあたり、まずはREVOPOINT MINIを使用して純正インマニの3Dスキャンを実行し、サンプリングデータを得た。
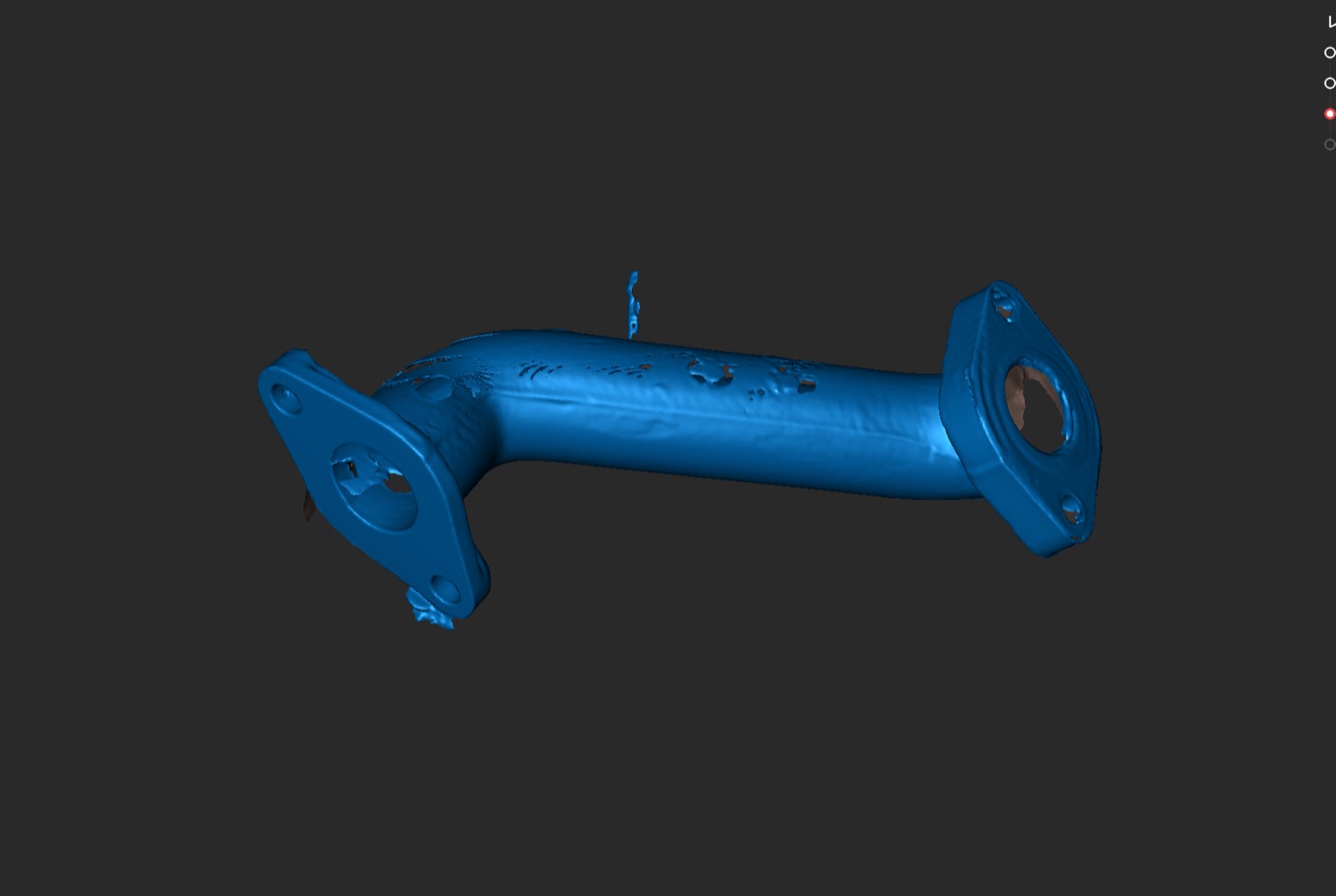
データをFusion 360に取り込み、以下の手順でモデリングを行った。
- エンジン側およびキャブレター側のフランジ面の位置と形状を確定
- 3Dスケッチを用い、パイプ中央部を通過するスプライン曲線(パス)を定義
- ロフト機能を使用して掃引し、形状を生成
一度、純正形状をほぼコピーした状態でPLA素材のモックアップを3Dプリントし、実車への仮合わせを行った。

実車確認の結果、内径を7mm拡大(19mm→26mm)したことに伴い外径も太くなり、固定用ボルトを締め付ける工具との干渉が発生することが判明した。この干渉具合をFusion 360上で検証しながら、工具のクリアランスを確保するよう形状を微調整した。

同時に、大型化したPZ27キャブレターの配置を最適化するため、キャブレター側のフランジ面位置を上方へ10mm引き上げる変更を加えた。
このオフセット量を10mmに留めた理由は、キャブレター上部(運転席シート下)に設けている自作収納ボックスとの干渉を防ぐため。これ以上のハイアップはPZ27のトップキャップと収納底面が接触する。
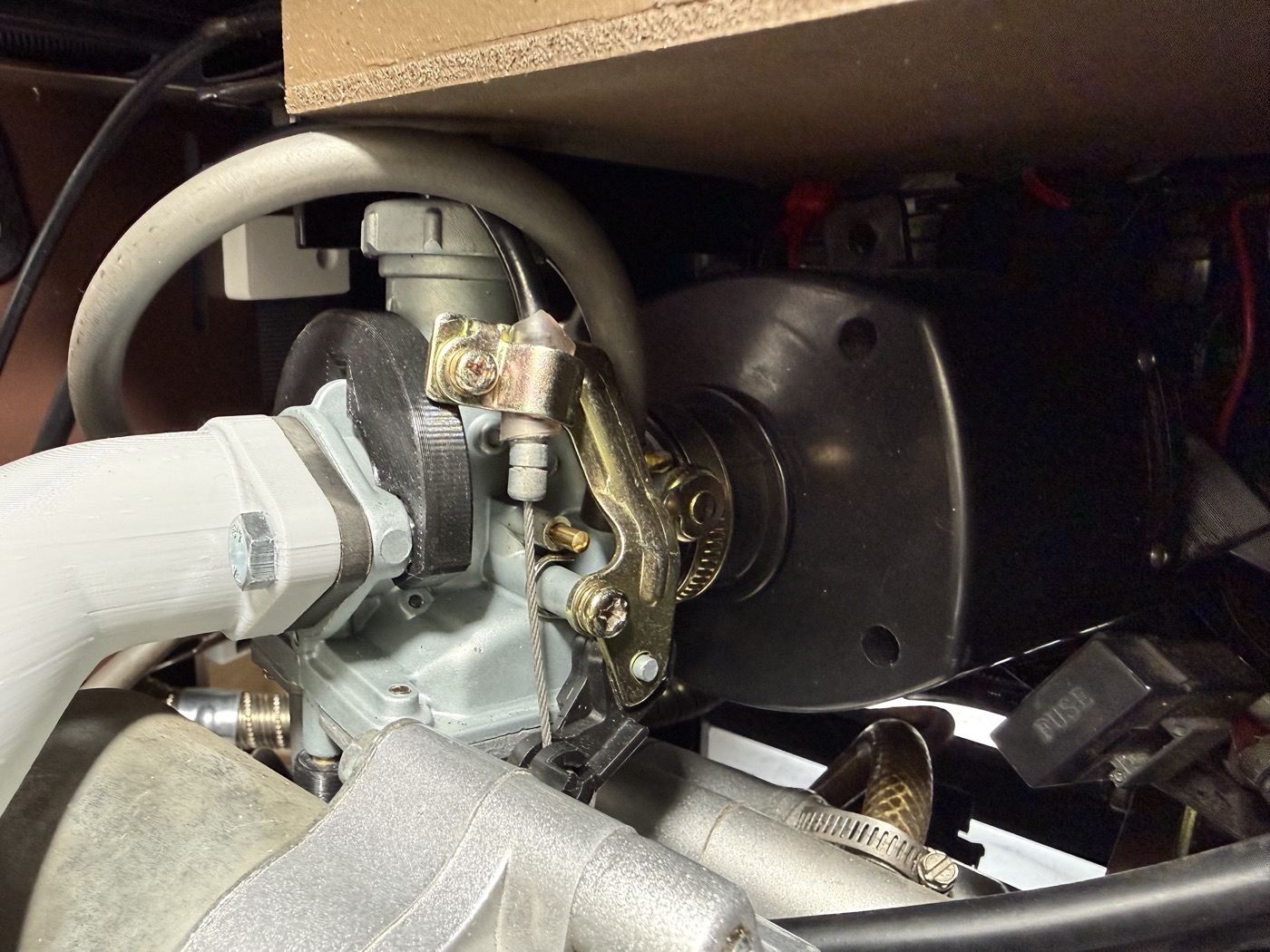
また、シート下右側には垂直に立ち上がるアクセルワイヤーが存在するため、ワイヤーとの干渉を避ける目的でシート下収納を左側に寄せる形状へと小型化・再製作して帳尻を合わせている。なお、シート下に収納を設けない運用の場合は、フランジ面をさらに上方へオフセットする余地がある。

再度PLAでプリントした修正版モックアップで、実車への取り付けおよび周辺レイアウトに問題がないことを確認した。
業者選定とPCBWayへの金属3Dプリント発注 #
金属3Dプリントの発注にあたり、以下の3社を比較検討した。
- JLC3DP: 選択可能な金属素材がステンレスのみであり、軽量かつ熱伝導性の高いアルミを求める要件に合致しないため除外
- meviy: 金属3DPに関しては外部委託の形態をとっており、発注手続きが煩雑であるため除外
- PCBWay: アルミニウム(AlSi10Mg)が選択可能であり、出力サイズ制限の要件を満たすため採用
金属3Dプリントは業者によって出力可能最大サイズ(10cm³以下など)に厳しい制限があるため、インマニのような容積のあるパーツを依頼する際は事前のスペック確認が必須となる。
一体成型による製作は、複数のアタッチメントを組み合わせる既存手法と異なり、構造的に二次エアを吸うリスクを完全に排除できるアドバンテージがある。さらに気密性と精度を高めるため、以下の仕様で発注した。
- プロセス: SLM(レーザー粉末床溶融結合法)
- 材質: Aluminum (AlSi10Mg)
- 追加工の指示: フランジ面の平面性を担保するため、マシニングによる追加工を指定。これを見越してデータ上のフランジ面は仕上がりより1mm厚く設計した。また、負圧ニップル取り付け穴(あらかじめデータ上で5mmの下穴を配置)へのM6ネジ切り加工も同時に依頼した。
発注から到着までのスケジュールおよび費用明細は以下の通り。
スケジュール
- 発注日:2026年4月17日
- 発送日:2026年4月27日
- 到着日:2026年5月5日
費用明細
- 3Dプリント料金:USD 91.23
- 追加工料金(マシニング・ネジ切り):USD 171.58
- 送料:USD 42.84
- 銀行手数料:USD 14.05
- 合計金額:USD 319.70(2026.6.3時点のレートで51,092円)
本体のプリント費用に対し、クオリティを担保するための追加工料金(約171ドル)が大きな割合を占める結果となったが、こちら側での加工ミスによるパーツの破損リスクを避け、先方に責任を負ってもらうための合理的なコストと判断した。
今回の発注内容はPCBWayの「共有プロジェクト」としてオープンソース公開しており、他のオーナーも以下のリンクから同じ仕様で直接発注することが可能だ。加工指示書(Technical Drawing)も添付している。
注文を起こした時点ではMaterialがAluminum (AlSi10Mg)になっていないのと、「Do your parts need to tap threads?」がNoになっている点に注意(MaterialをAluminumに、「Do your parts need to tap threads?」をYesにする)。
指示書は注文を起こした時点で「aptrikes125_intake_manifold_technical_drawing.jpg」というファイル名で自動的に添付されている。
なお、発注をかけると「Please sign the Master-End-Use Statement.」というメールが届く。
内容を機械翻訳したものが以下。
こんにちは。
適用される輸出規制を遵守するため、「最終用途に関する基本声明書」の合意書に署名の上、お早めにご返送ください。
以下の書類を、こちらのメールアドレスまでお送りください。
署名済みの声明書(PDFまたはスキャンしたコピー)
- 利用者の種類に応じた添付書類:
- 法人利用の場合:営業許可証、または公式ウェブサイトへのリンク
- 個人利用の場合:身分証明書のコピー(パスポートまたはIDカード)
重要なお知らせ:
書類の審査および承認が完了して初めて、ご注文の処理が行われます。
個人ユーザー様へ:ご注文の最終用途を当社が確認することが困難なため、今後のご注文(該当する場合)において、「補助的最終用途に関する声明書」への署名をお願いする場合がございます。
ご不明な点がございましたら、お気軽にお問い合わせください。
ご協力に感謝いたします。
コンビニプリントで一度PDFをプリントし、署名後、それをスマフォで画像化してメールに添付して返送した。
パスポートまたはIDカードとあるが、日本の運転免許証をスマフォで画像化し、それを添付した。
これで手続きが済んで生産工程に入ることができた。「書類の審査および承認が完了して初めて、ご注文の処理が行われます」という仕切りになっているので注意が必要だ。
周辺パーツの調達とガスケットのレーザーカット自作 #
取り付けに伴い、以下の周辺パーツを別途調達した。
- キタコ ニップル(M6×P1.0/ステンレス/1ヶ) 5mmホース用 K-CON 0900-990-90006(負圧ニップル用)
- (STRAIGHT/ストレート) 銅ワッシャー 10ピース M6 19-91406(ニップル部の二次エア防止用)
- PHOENIX キャブレター インシュレーター 26mm 汎用 Oリング 付(キャブレター側接続用)
- キタコ ガスケットシート ノンアスベスト汎用タイプ 厚さ0.8mm 0900-960-00012(エンジン側ガスケット用)

エンジン側のフランジ面に使用する既製ガスケットの適合品が不明であったため、自作を選択した。インマニの設計データからフランジ面の形状データを抽出し、汎用のガスケットシート(厚さ0.8mm)をレーザーカッターで切り出して専用のガスケットを作成した。
レーザーカット用のDXFデータは以下からダウンロード可能にしておく。
実車装着とインプレッション #
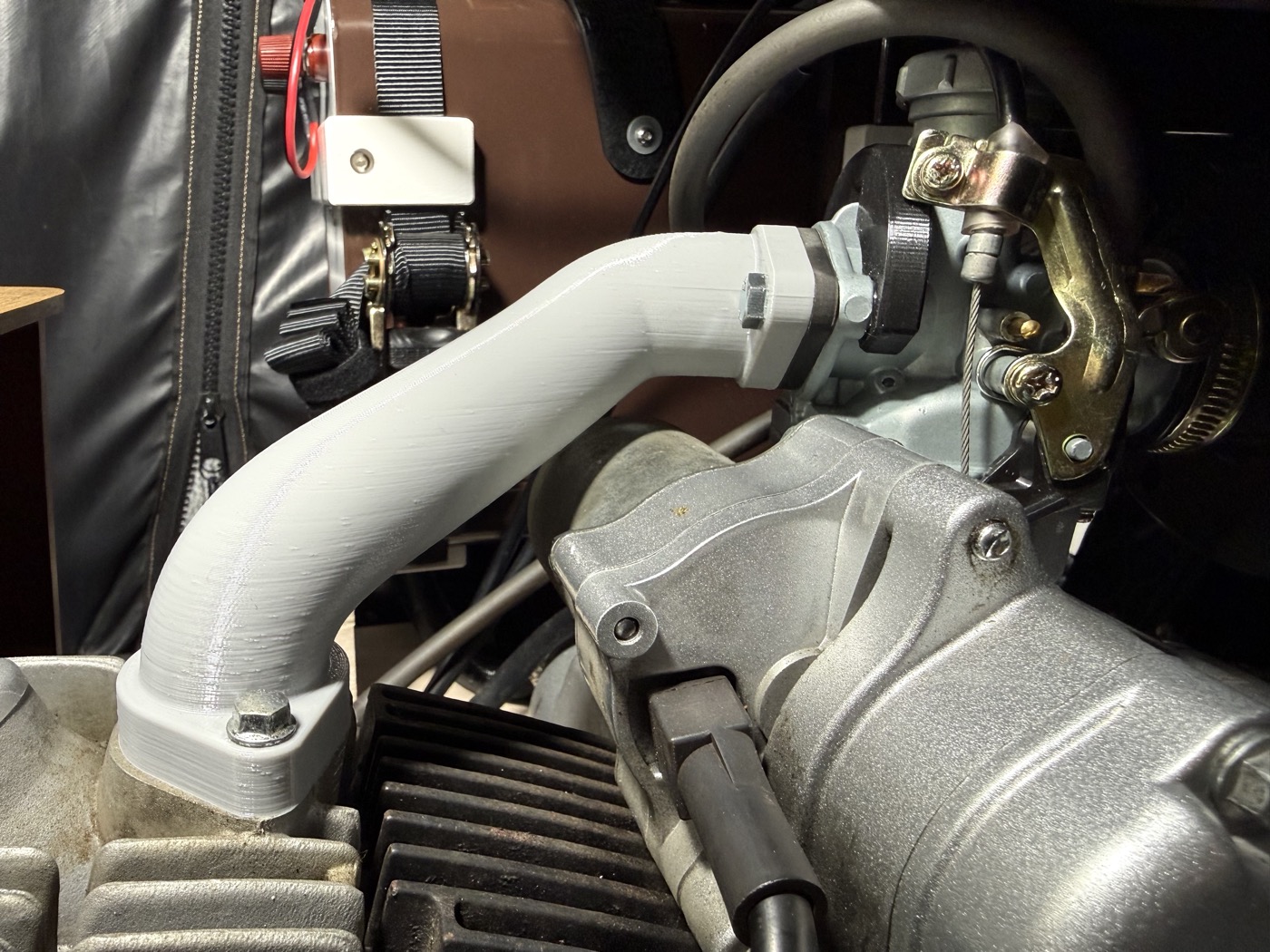
PCBWayから届いたアルミインマニの製造品質およびマシニング追加工の精度は極めて良好であった。


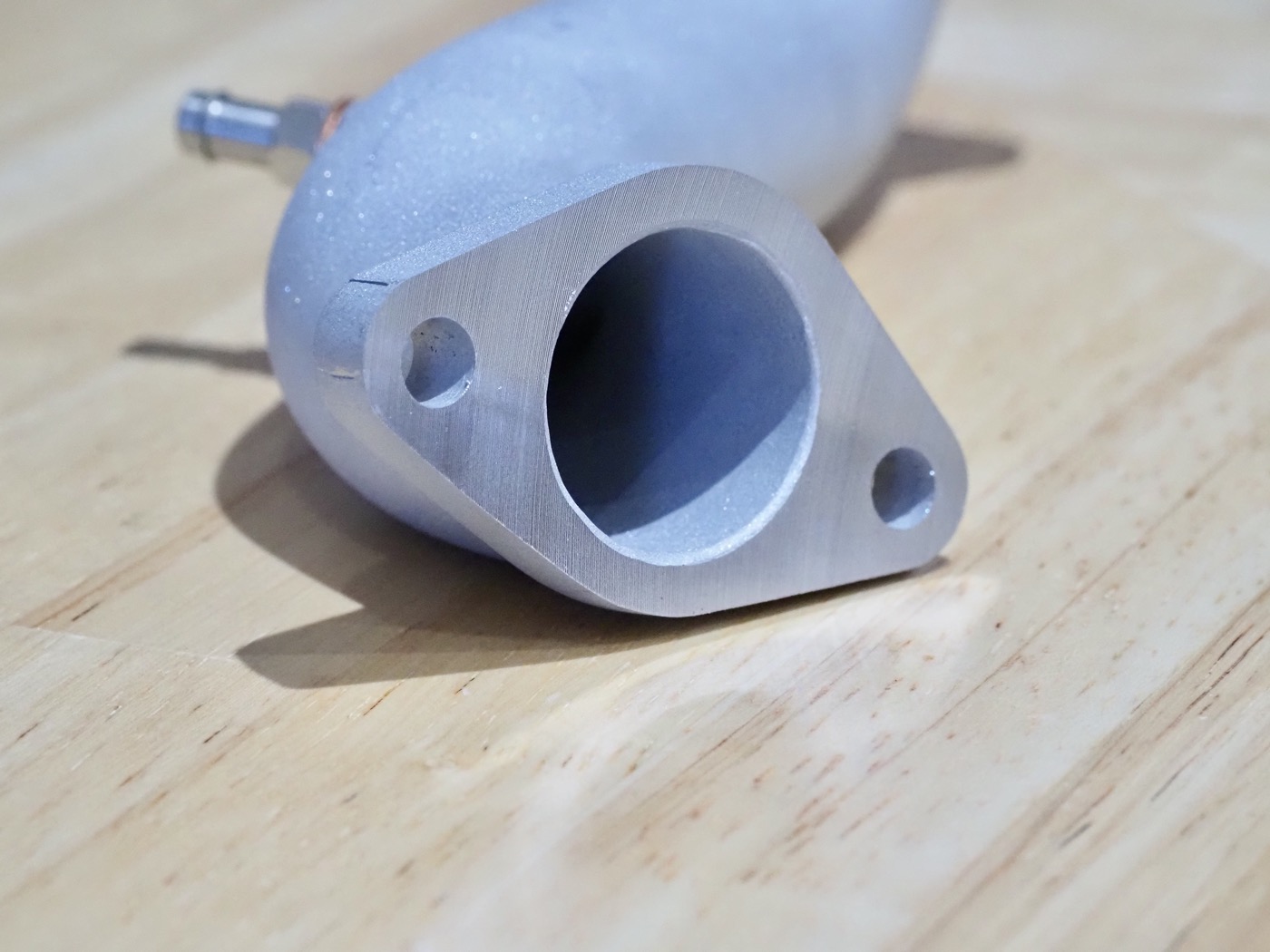


純正インマニとの比較写真を掲載しておく。




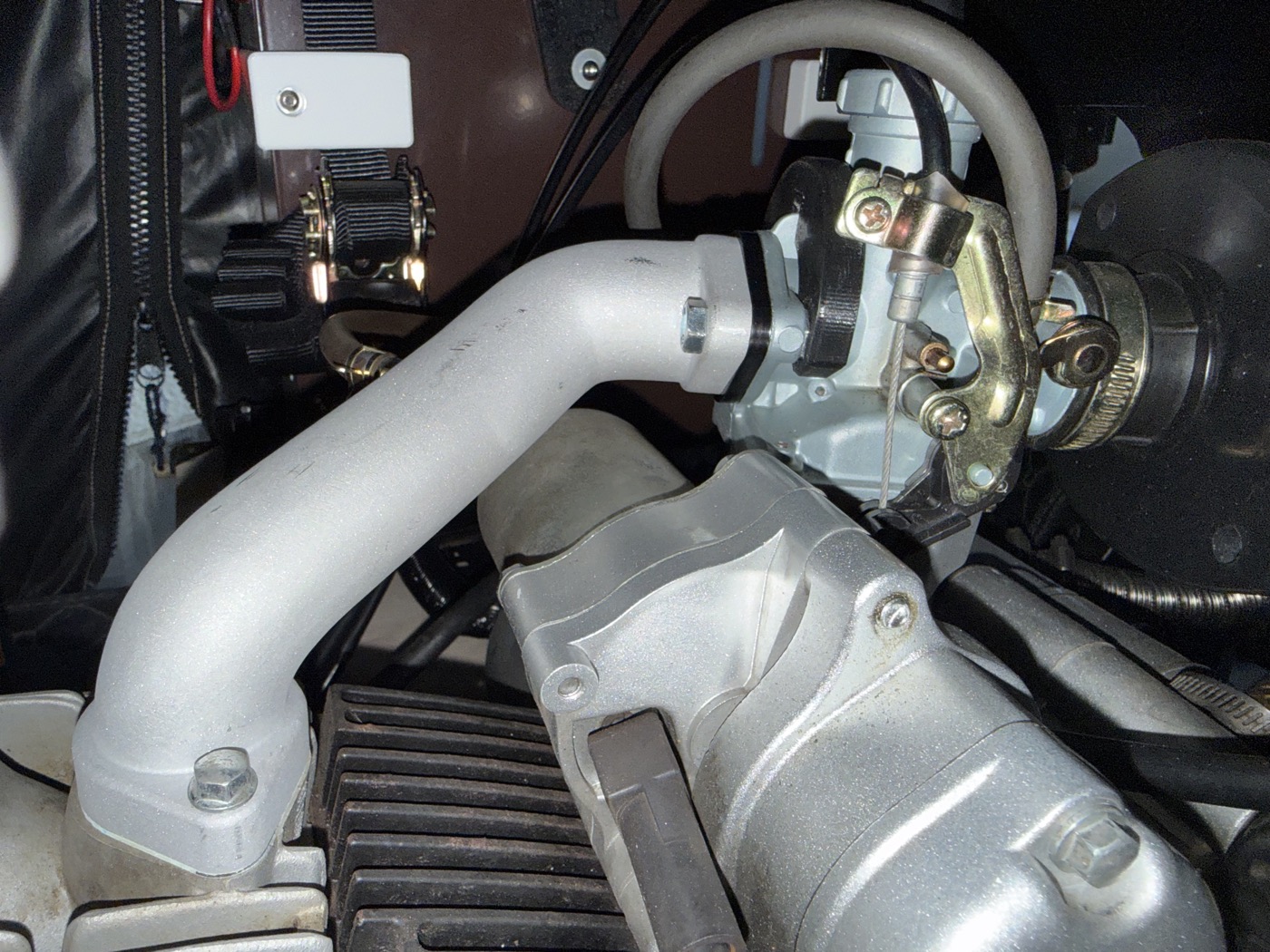
事前にPLAモックアップでフィッティングを確認していたため、実車への取り付けにおいて干渉等の問題は一切発生しなかった。M6の銅ワッシャーを挟んで負圧ニップルを装着し、二次エア対策を施した上でボルトオンで固定した。

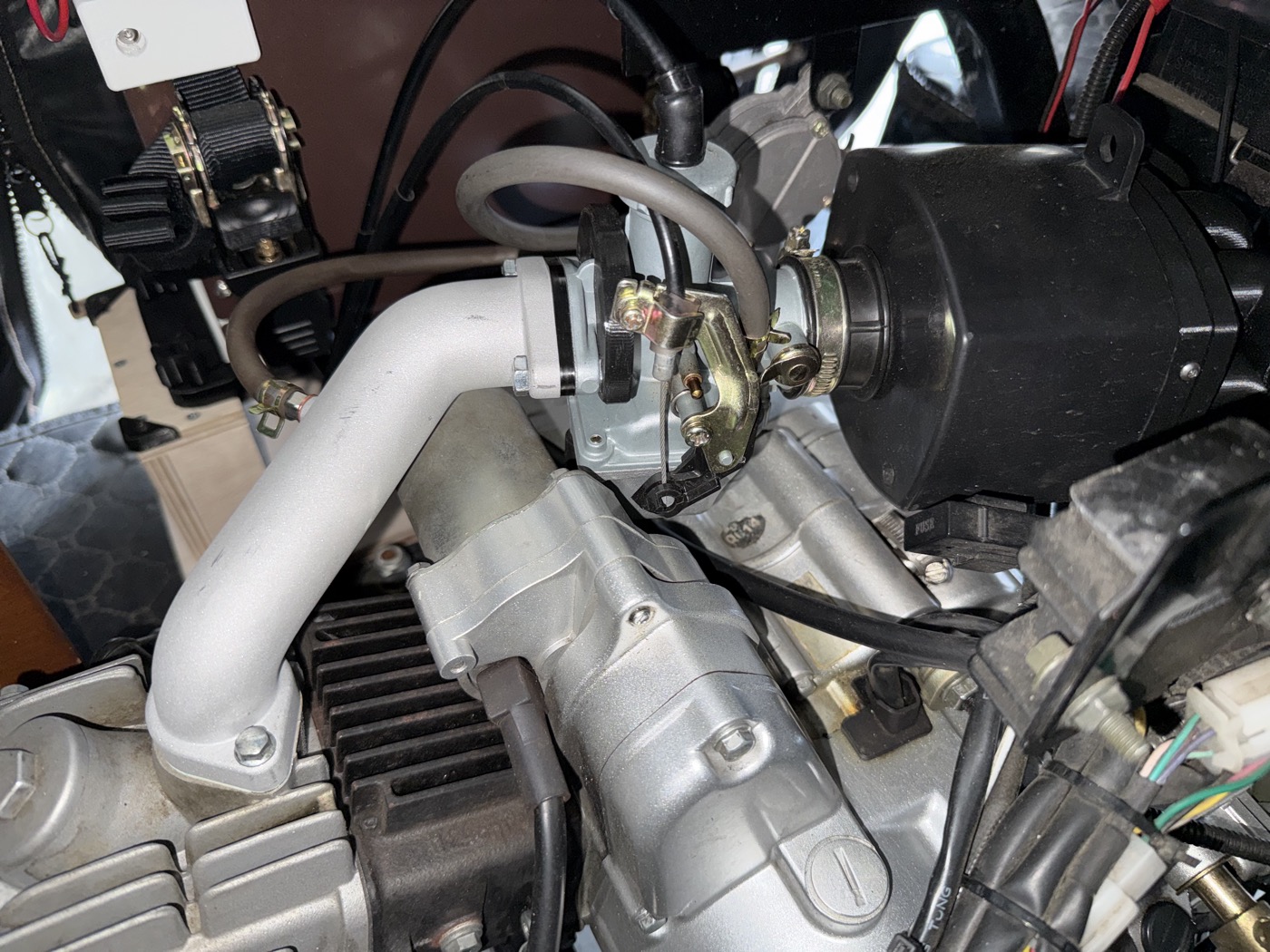

大口径化に伴うキャブレターセッティングの変更を予期していたが、吸気上流のエアクリーナーボックス(8本エルボー蓋仕様)を変更していないためか、ジェット類を変更せずとも良好な燃焼状態を維持した。
実走テストでは、アイドリングから8,000回転を超える領域まで息継ぎすることなくスムーズに吹け上がった。動力性能の変化は明確であり、平地巡航において70km/h超まで容易に加速するようになった。緩やかな下り区間では80km/h(エンジン回転数9,500回転のレッドゾーン境界)に達したため、検証を終了した。
各仕様における燃費の推移は以下の通りである。
| 仕様 | 燃費 |
|---|---|
| 工場出荷状態(ノーマル) | 28km/L 〜 30km/L |
| 純正キャブ(MJ#85/SJノーマル/霧化促進加工) | 23km/L 〜 26km/L |
| PZ27(MJ#95/SJ#35) + 純正インマニ + 8本エルボー蓋 | 20km/L |
| PZ27(MJ#95/SJ#35) + 内径26mm金属3DPインマニ + 8本エルボー蓋 | 20km/L |
インマニの大口径化による燃費のさらなる悪化は見られず、20km/Lで踏みとどまっている。これはキャブレターセッティングを据え置きにできた事実と整合する。
総括 #
吸気口内径を26mmへと拡大した純正形状インマニの導入により、静粛性と快適性(純正エンジンカバー、純正エアクリーナーボックスの維持)をほとんど犠牲にすることなく、125ccエンジン本来のポテンシャルを引き出すことに成功した。
燃費や吸気効率のデータを見る限り、エアクリーナー側の効率をさらに高める余地(セッティング変更による引き出し)は残されていると考えられるが、これ以上の吸気音増大および燃費悪化は実用性を損なうため、APtrikes125における吸気系チューニングは本製作をもって一まずの完成(打ち止め)とした。
なお、現在はエンジンのオーバーホールおよびチューニング作業に伴い、車両のカバー類を取り外した状態で運用している。その影響を差し引いても、大口径化以降はエンジンからの発熱量が増加している傾向にあるようだ。
現状は片道10km程度の短距離走行が主であるため特段の対策は講じていないが、長距離巡航を視野に入れる場合、次のステップとしてオイルクーラーの追加設置を検討する必要があると考えている。