KINGROON KP3Sは、改造を余儀なくされるところがある3Dプリンターであるため、入門者の最初の3Dプリンターにするにはいささか辛い。
しかし、超低価格で出力品質も高いとなれば入門者の目に付くのも確かだろう。
小型であるため、自分に使いこなせるかどうか分からない段階で手にするのにも、設置面積や処分を考えたときの負担が小さいというメリットもある。
頑張れば手の平に乗る大きさ、軽さは利用形態の柔軟性を生むということもある。
入門者が最初の1台に選んだと想定して、3Dプリンターというものの概要の説明を筆者なりに試みる。
3Dプリンターライフってどんなもの?
いろいろな説明のアプローチはあると思うが、3Dプリンターを使うときに発生する物や情報の流れを図解にして最初に説明してみようと思う。
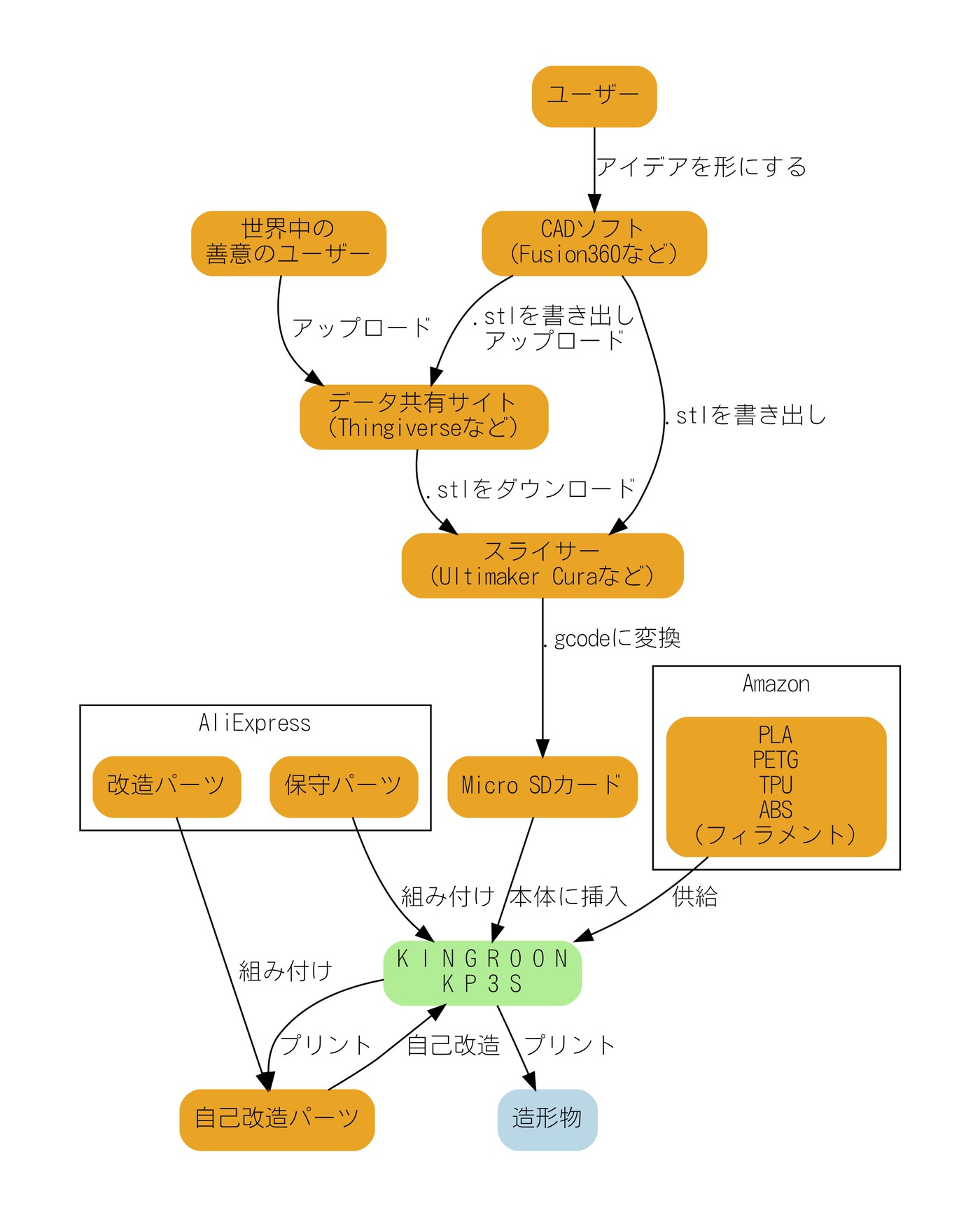
筆者含め、3Dプリンターユーザーがやっていることは大体これで網羅できているはずだ。
CADソフト含め、3Dプリンターの使用に必要なソフトウェアは無料で使用できるものでそろえることができる。
KINGROON KP3Sは非常に低価格だが、基本のところは標準的な作りの3Dプリンターであるため、ANYCUBIC MEGAシリーズ、Creality 3D Enderシリーズなどのシェアの大きい3Dプリンターと扱いは何ら変わらない。
いずれも絶大なシェアを誇るオープンソースの3Dプリンター基本ソフト、Marlinというソフトウェアで機構を制御しており、KINGROON KP3Sもメインストリームを踏襲しているからだ。
低価格の3Dプリンターの中には専用ソフトウェアでないと動かず自由度のないものもあるが、KINGROON KP3Sはそうではない。
KINGROON KP3Sで得られる経験は本物といっていい。
3Dプリンターライフの概要を説明したところで、KINGROON KP3Sの基本的な使い方を説明しよう。
KINGROON KP3SがプリントできるのはG-code形式のデータ
KINGROON KP3SにはMicro SDカードスロットがあり、そこに挿入するMicro SDカードには、G-code形式(拡張子.gcode)のデータをPCなどで保存。
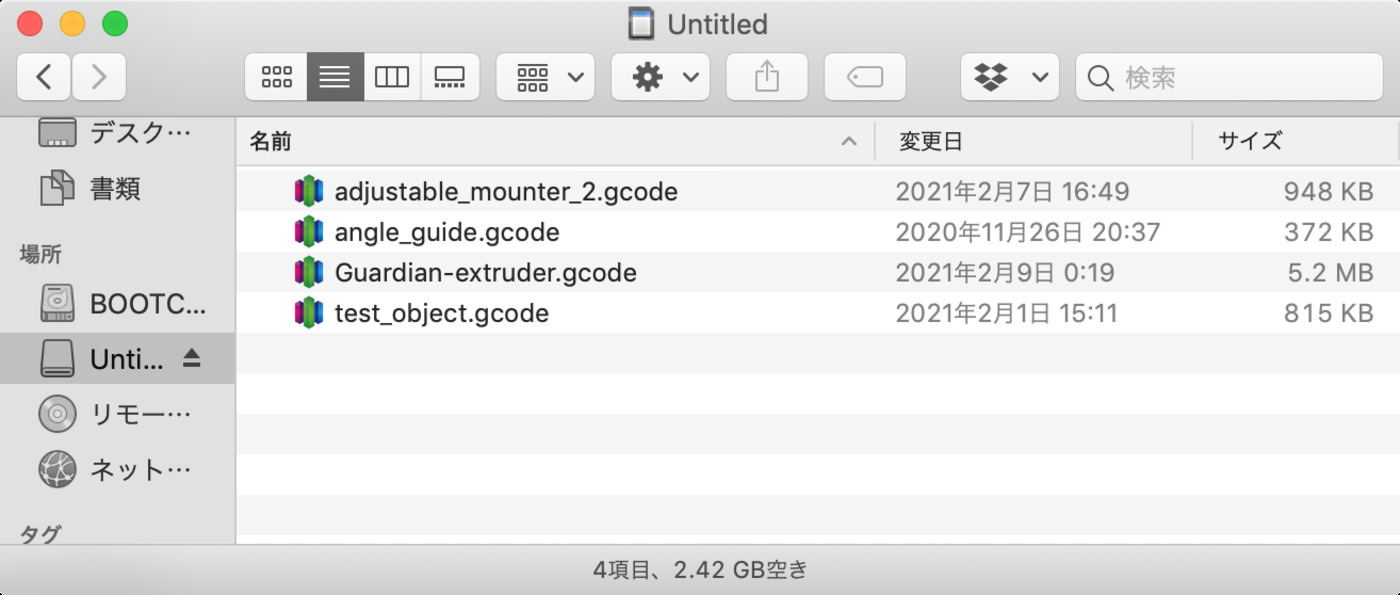
KINGROON KP3S本体のメニューからはMicro SDカードに保存したG-code形式のデータがリストとして見え、それがプリントできる。


KINGROON KP3Sを使うということは、このG-code形式のデータを何らかの手段で調達することと言い換えてもいい。
G-code形式のデータの中身はテキストで、テキストエディタで見てみると文字の羅列が見える。人間が直接書き換えることもできる。
これは、3Dプリンターに対し、どのようにノズルを動かし、どのように樹脂を押し出すかということを指示する手順書だ。
付属のMicro SDカードにはテストプリント用のG-codeデータが入っているので、付属のMicro SDカードを挿入してプリントするのが最も簡単に得られるプリント体験だろう。
3Dプリンター用の樹脂材料=フィラメント
プリントするには樹脂材料が必要だ。3Dプリンターで使う樹脂材料は1.75mmの細いプラスチック線を糸巻きのようなスプールというものに巻いて、大抵1kg単位で売っている。

これをフィラメントという。
フィラメントはAmazonで売っていて、そこで買う。
Amazon以外から買うことはほぼない。
Amazonで扱いのない特殊で高価なフィラメントを指名買いするときぐらいだ。
フィラメントは大体1kgで1,800円ぐらいから買える。筆者はAmazonの「3Dプリンタ用造形材料」カテゴリの売れ筋ランキングページを頻繁にチェックし、お買い得品を探している。
フィラメントは生物(なまもの)であるため、定期的に激安放出がある。
野放図に性能を求めたり、3Dプリンターを無軌道に増台したりしなければ、案外お金はかからないものだ。
KINGROON KP3Sには、テスト用のフィラメントが少し付属しているので、テストプリントにはそれを使える。

KINGROON KP3Sにフィラメントをセットする
フィラメントのスプールから、樹脂を絞り出すノズルの先までを略図化してみた。
メカメカしい3Dプリンターは、素人の理解の範疇を超える複雑な経路を経て造形を行っているのだろうと思いがちだが、全然そんなことはなくて、始点から終点まで、単純な1本の線状になっている。
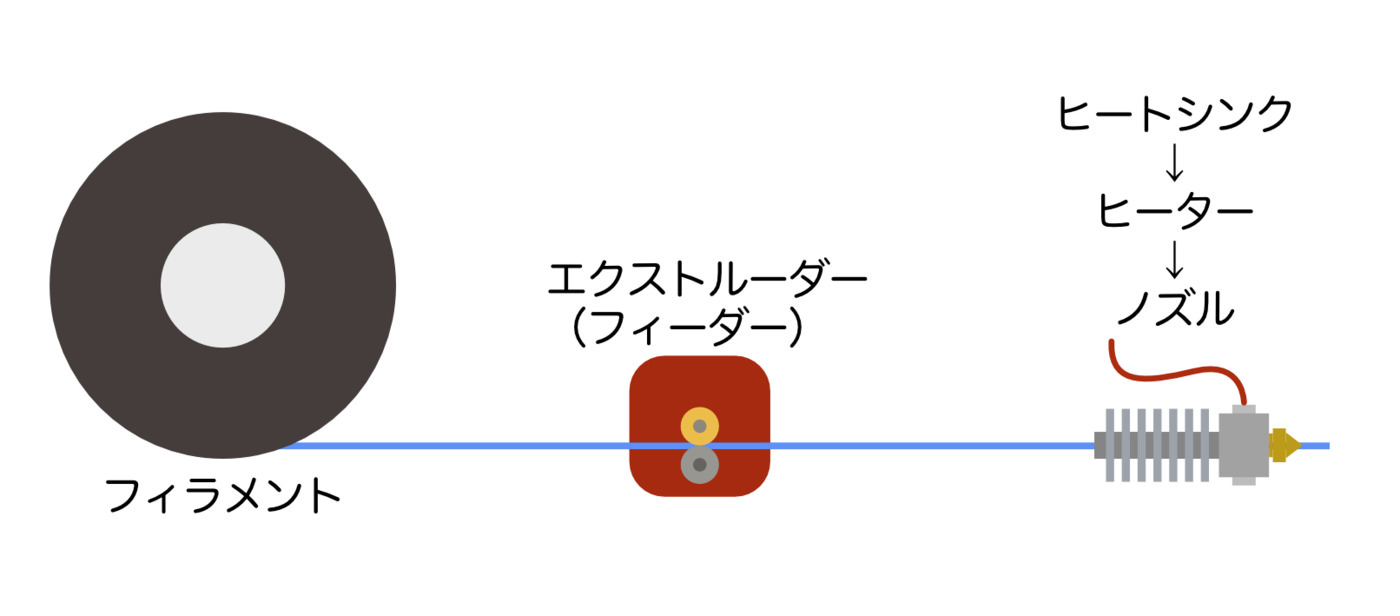
途中に送り出しのためのギア(エクストルーダー)と、ノズルの直前にヒーターがあるだけだ。
ノズルの前にある放熱板(ヒートシンク)とファン(図は省略)は、ノズル周辺の熱が上流に上がってこないように熱的に遮断するためのもの。
これがないと、ヒーターから少し離れたところで中途半端に溶けて固まり、詰まってしまう。
フィラメントは普通の(硬い)プラスチックであるため、それをKINGROON KP3Sにセットしようとしても、溶かさない限り途中で引っかかってノズルの先まで通すことはできない。
ノズルの先まで通すには、ノズルをあらかじめヒーターで熱しておく必要がある。
これを余熱、プレヒートと言う。
KINGROON KP3Sには、「余熱」というメニューがあるので、そこでノズルを熱する。

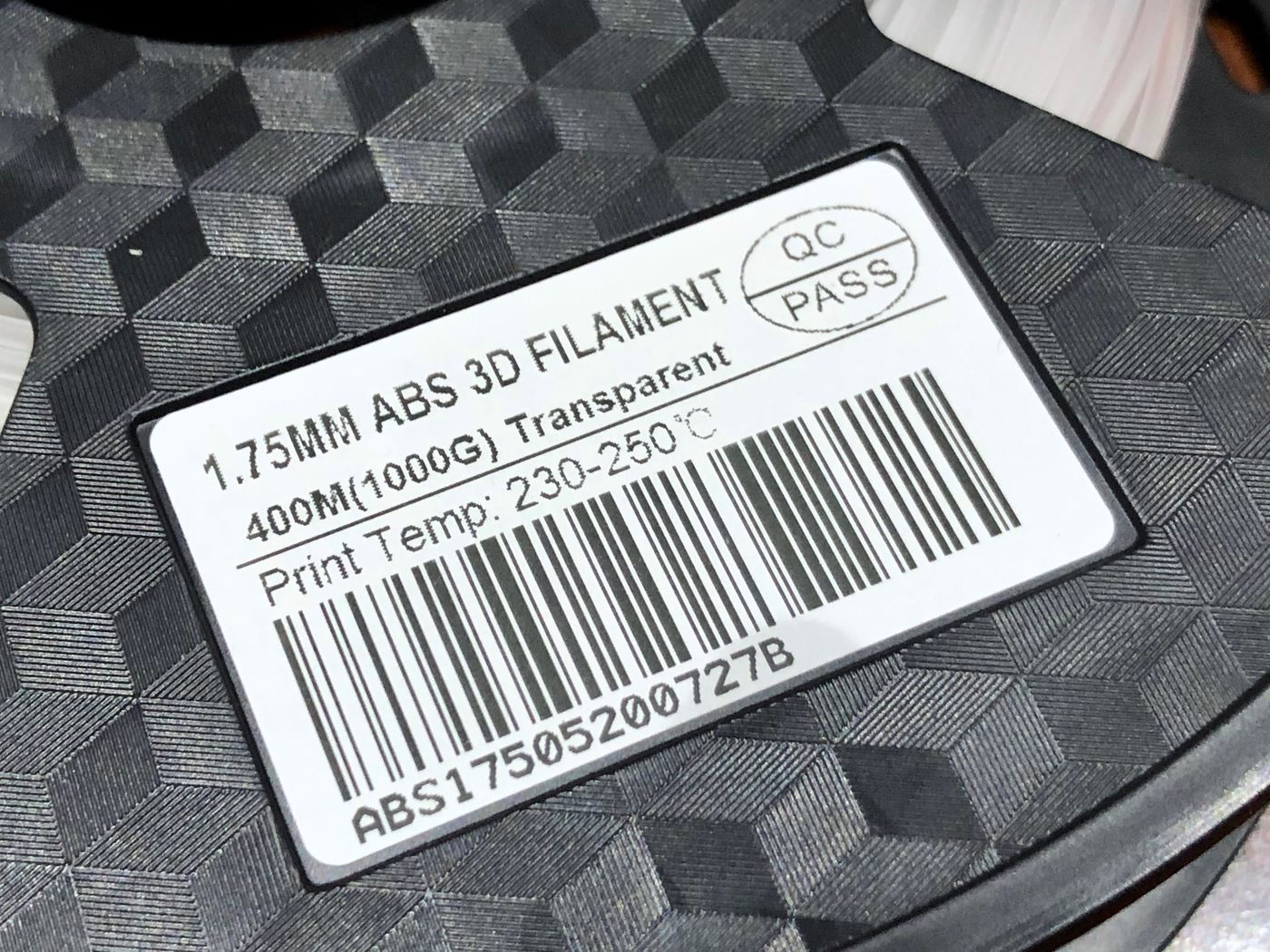
付属のフィラメントはPLAという樹脂なので、大体200度にノズルを熱すればいい。
何度に熱するべきかはフィラメントのスプールに大体書いてある。
ノズルを熱する前に、ノズルをベッドから上に離す。
まず、「ホーム」の中の「All」を実行。

メニュー「移動」に入り、移動の単位を「10mm」に指定。「押し出す」の右のボタンだ。これは押すたびに1mm、10mm、0.1mmとトグルで切り替わる。

「Z+」ボタンでノズルを上に上げる。4cmも上げたら十分だろう。
メニュー「余熱」下のノズル1の「+」ボタンをどんどん押し、200度を指定する。すると、現在温度がスルスルと上がっていくはずだ。

200度まで上がったらエクストルーダーの上部にある穴にフィラメントを通すが、その際、エクストルーダーの前側にあるレバーを握ってフィラメントの挟み込みを一時的に緩めつつフィラメントを穴に押し込んでいく。
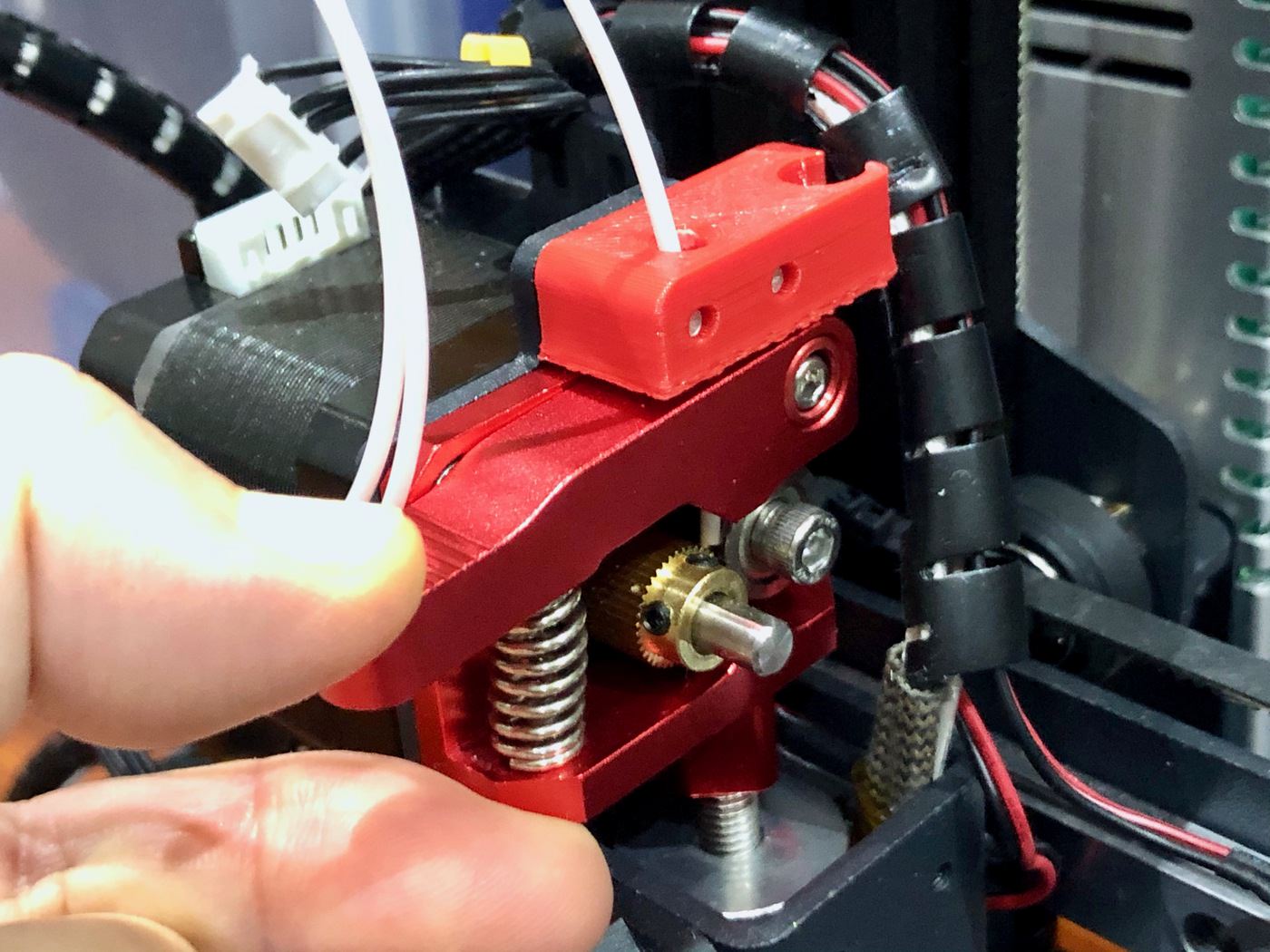
グイグイ手で押し込んでいくと、そのうちノズルの先から、押し込んだフィラメントが溶けて出てくる。
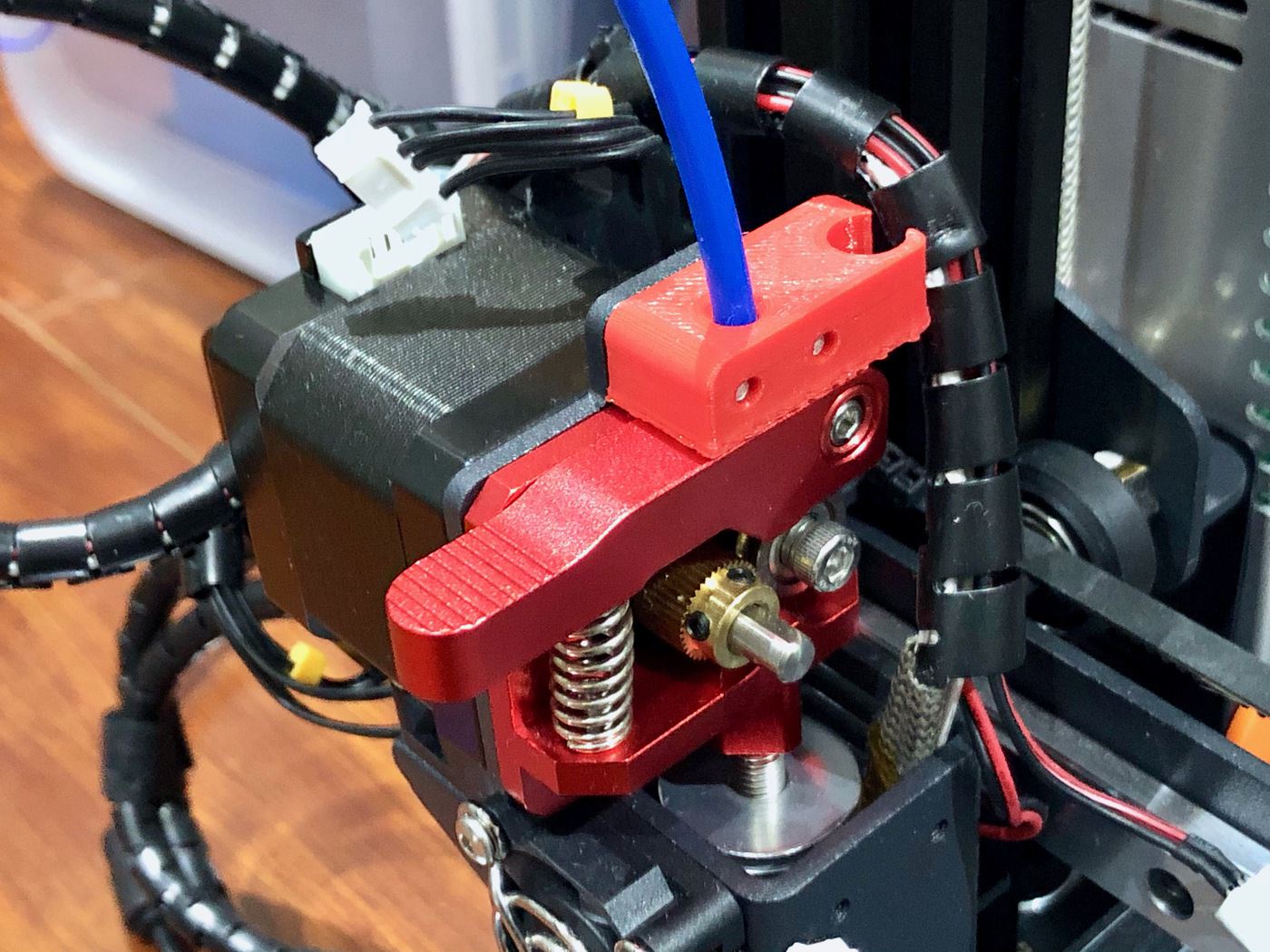
フィラメントの挿入口にはテフロンチューブが差し込める。フィラメント供給の安定性を高め、造形品質を劣化させないためにも、テフロンチューブで導いた方がいい。
テフロンチューブはKINGROON KP3Sに付属しているものが使える。
KINGROON KP3Sからフィラメントを外す
逆に、KINGROON KP3Sにセットしたフィラメントを外す場合は、余熱を行いノズルの温度を上げたら、エクストルーダーのレバーを引き下げながらフィラメントを勢いよく引き抜く。
引き抜いた後は、溶けたフィラメントの先端を付属のニッパーで切っておくと、再度セットする際にトラブルがない。
セットする際に入りが渋い場合は、フィラメントの先端を竹槍のように斜めに切るといい場合がある。
フィラメント交換時の注意点
フィラメントは種類によって使用温度が異なる。
PLA、TPUが200度近辺、PETG、ABSが230度近辺だ。
高い温度で使う樹脂を使った後、低い温度で使う樹脂を使う場合は要注意。
高い温度で使う樹脂がノズルの中にいつまでも残って、間欠的に物理的に削れて出てくるからだ。
結果的に、造形物にゴミがところどころ混じった感じになる。
フィラメントの交換時は高い方の温度まで上げることにして、古い方の樹脂が流れ尽くすまで押し出すということを心がける。
KINGROON KP3Sは交換時の余熱を手動でやるため、使用者自身がこのことを知っていないといけない。
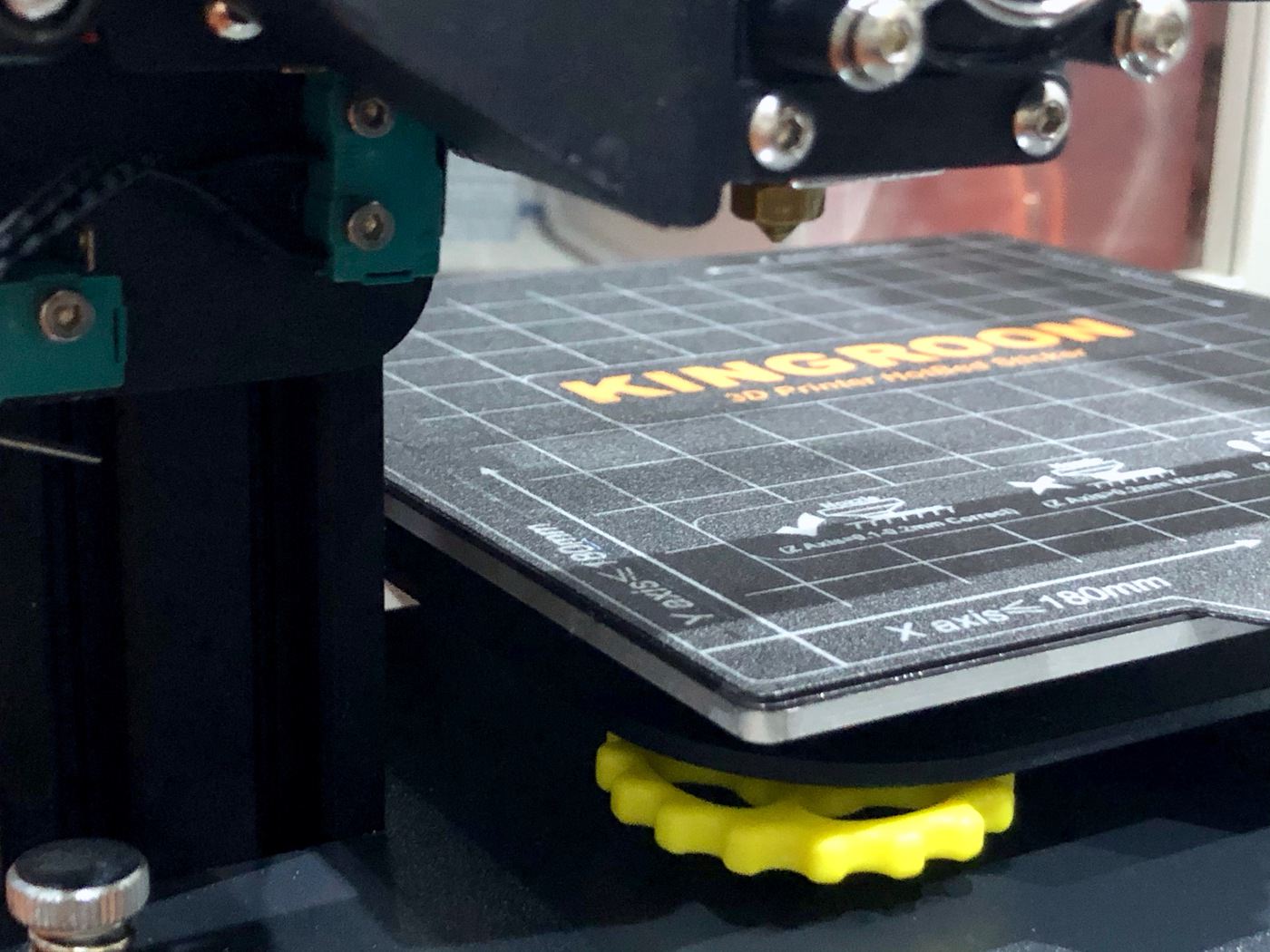
ノズルとベッドの間の間隔調整をする
続いて、ノズルとベッドの間の間隔を調整する。この作業のことをレベリングと言う。
正常にプリントする上で、とても大事な作業だ。
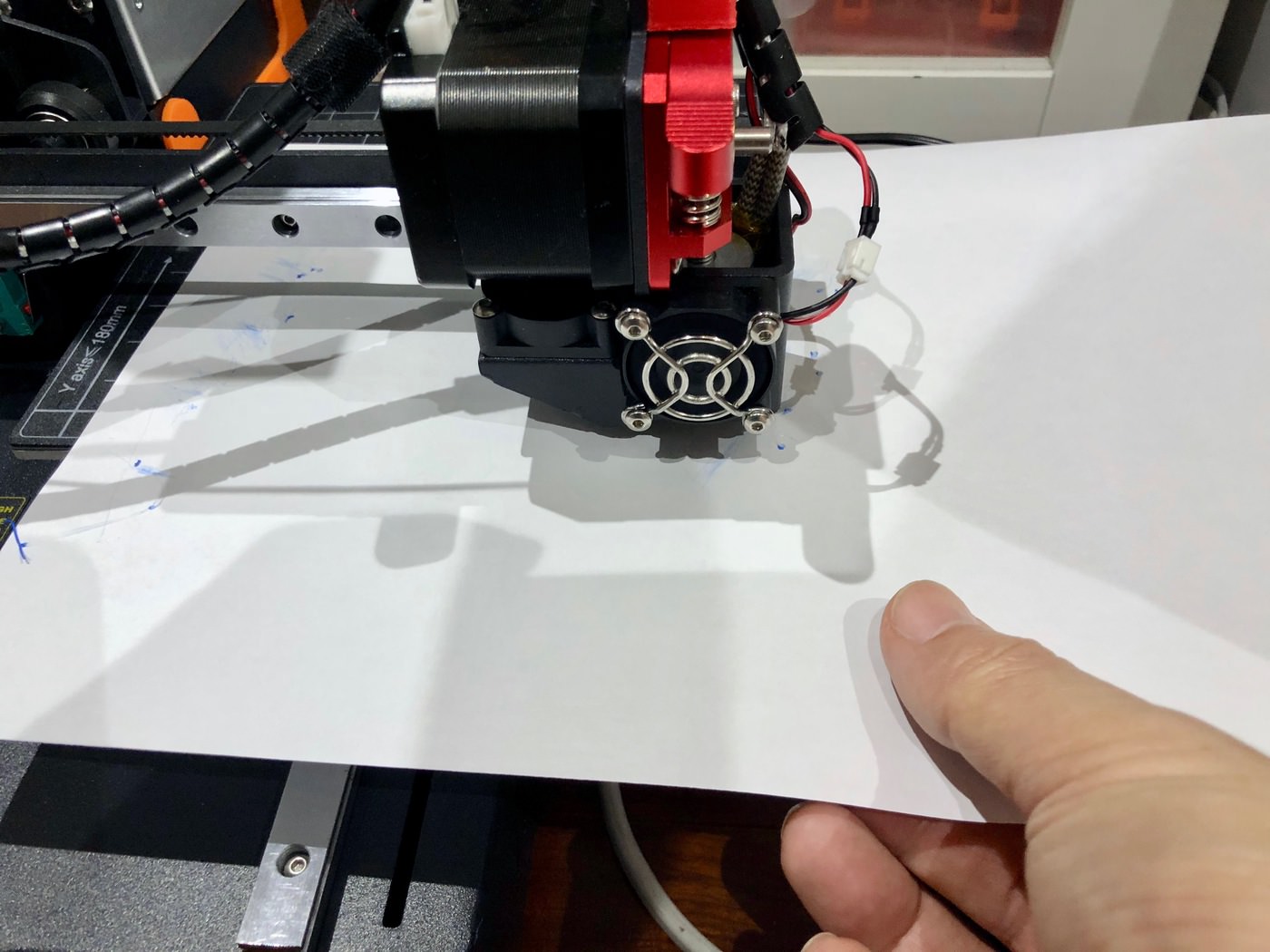
一般にはノズルとベッドの間隔は、コピー用紙1枚分がいいとされる。つまり0.1mmだ。
そこで、コピー用紙を1枚用意し、ベッドの上に敷く。
レベリングはノズルを熱して行なう。ノズルの先端に固まった樹脂が付着していると、その分調整が狂うからだ。
ベッドの四隅のダイヤルを左に回し切り、一番下に下げる。
ノズルが前後左右に動いたときの軌跡と、ベッドの面が平行にならなくてはいけないため、四隅で別々に調整できるようになっている。

メニューの「レベリング」を実行。

「ポイント1」から「ポイント4」を押すと、ホーミングをした後で、指定の位置のレベリング準備に入る。

ホーミングとは、ノズル移動の際のスタート地点(原点)となる場所を確認するためのものだ。
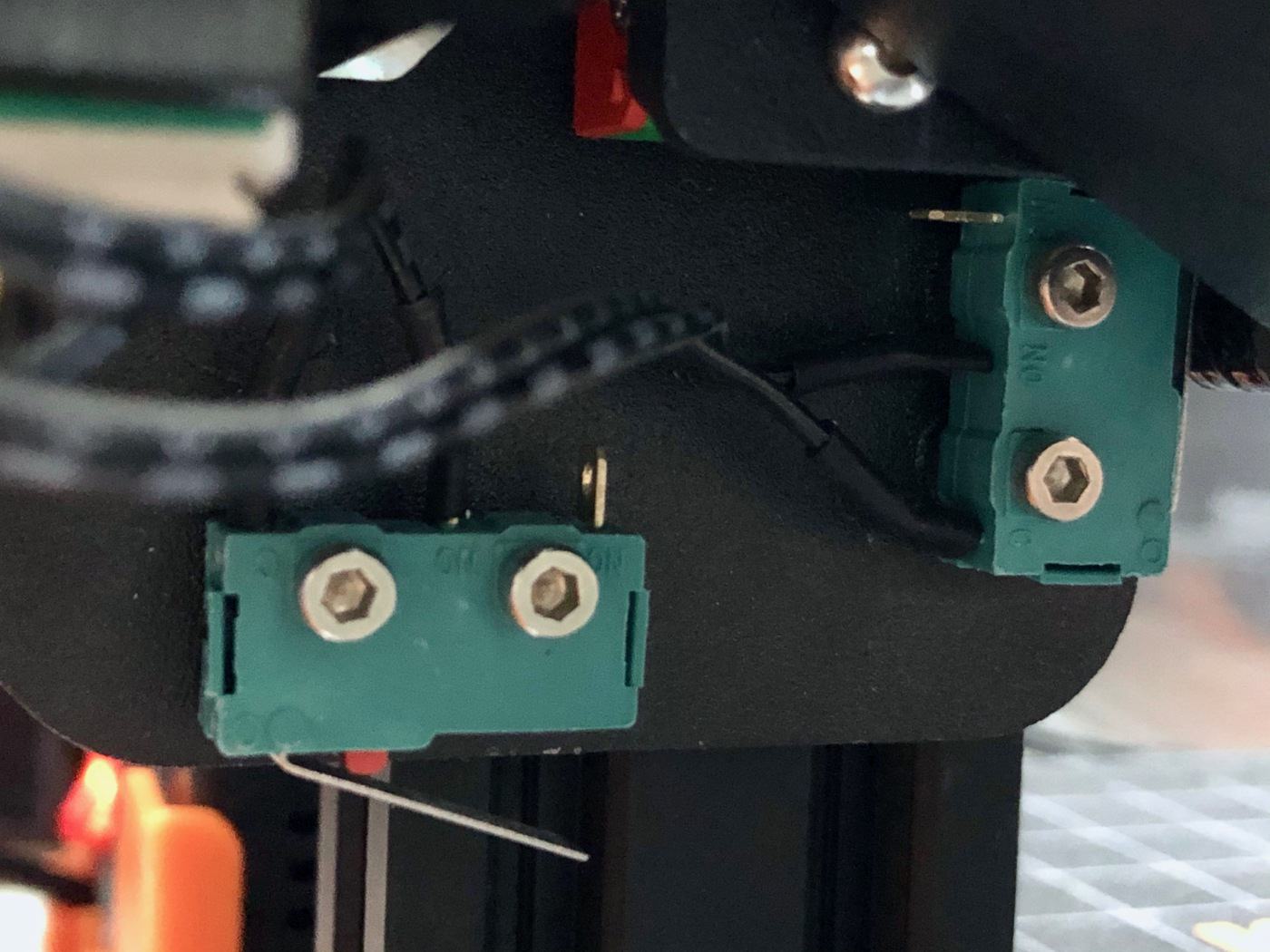
3Dプリンターは、電源入れ立ての状態では、自分に付いているものでありながら、ノズルがどこにあるのか分からない。3Dプリンターには目がない代わりに、スタート地点を確認するためのスイッチが付いている。
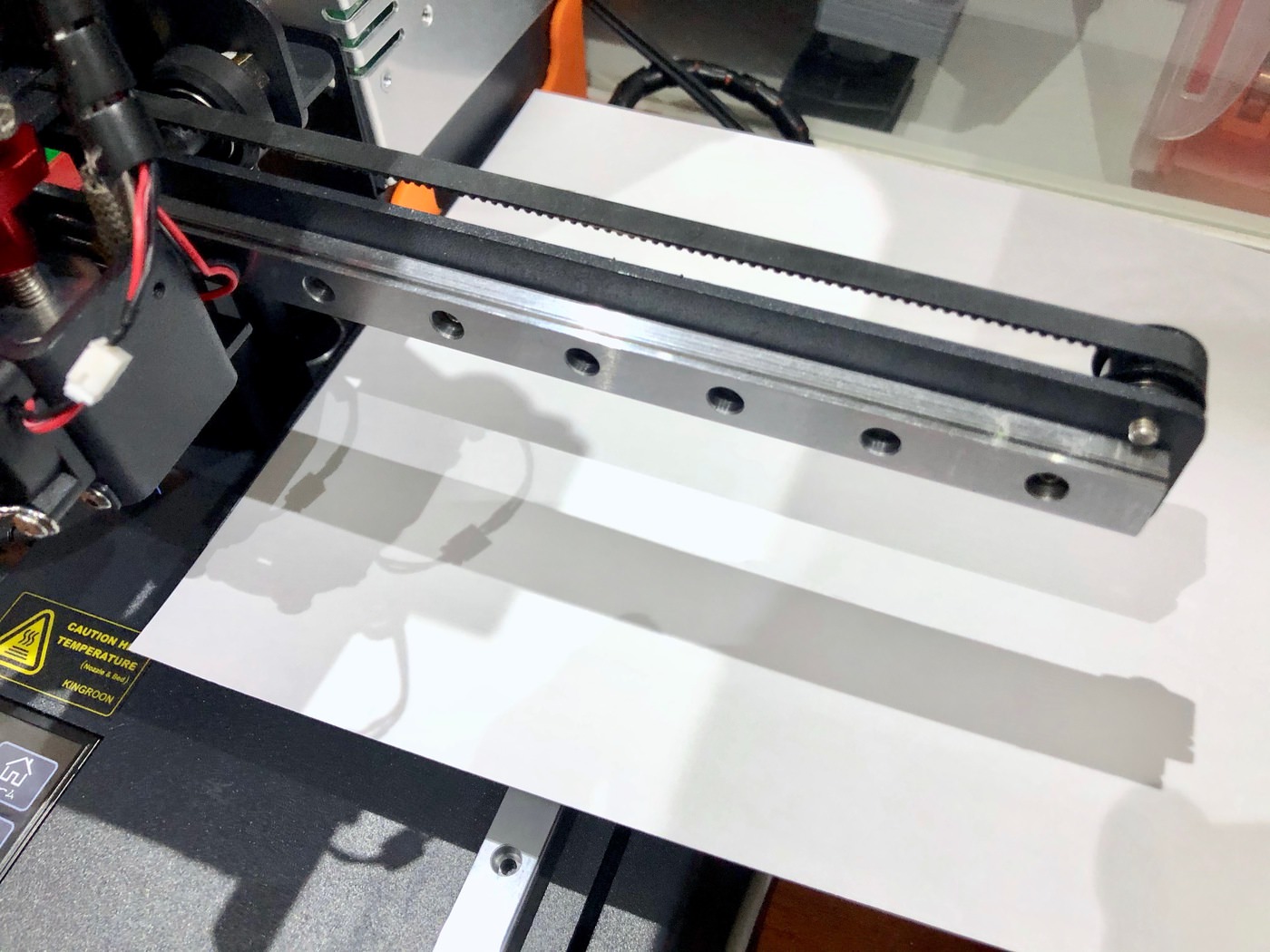
ホーミングでは、X、Y、Zの3次元のスタート地点を確認する。スタート地点は緑色のスイッチが押されたところに決まる。Y軸、つまりベッドのスタート地点決めのためのスイッチは本体の中の見えないところにある。
3Dプリンターはスタート地点からの相対距離で動作を制御する。
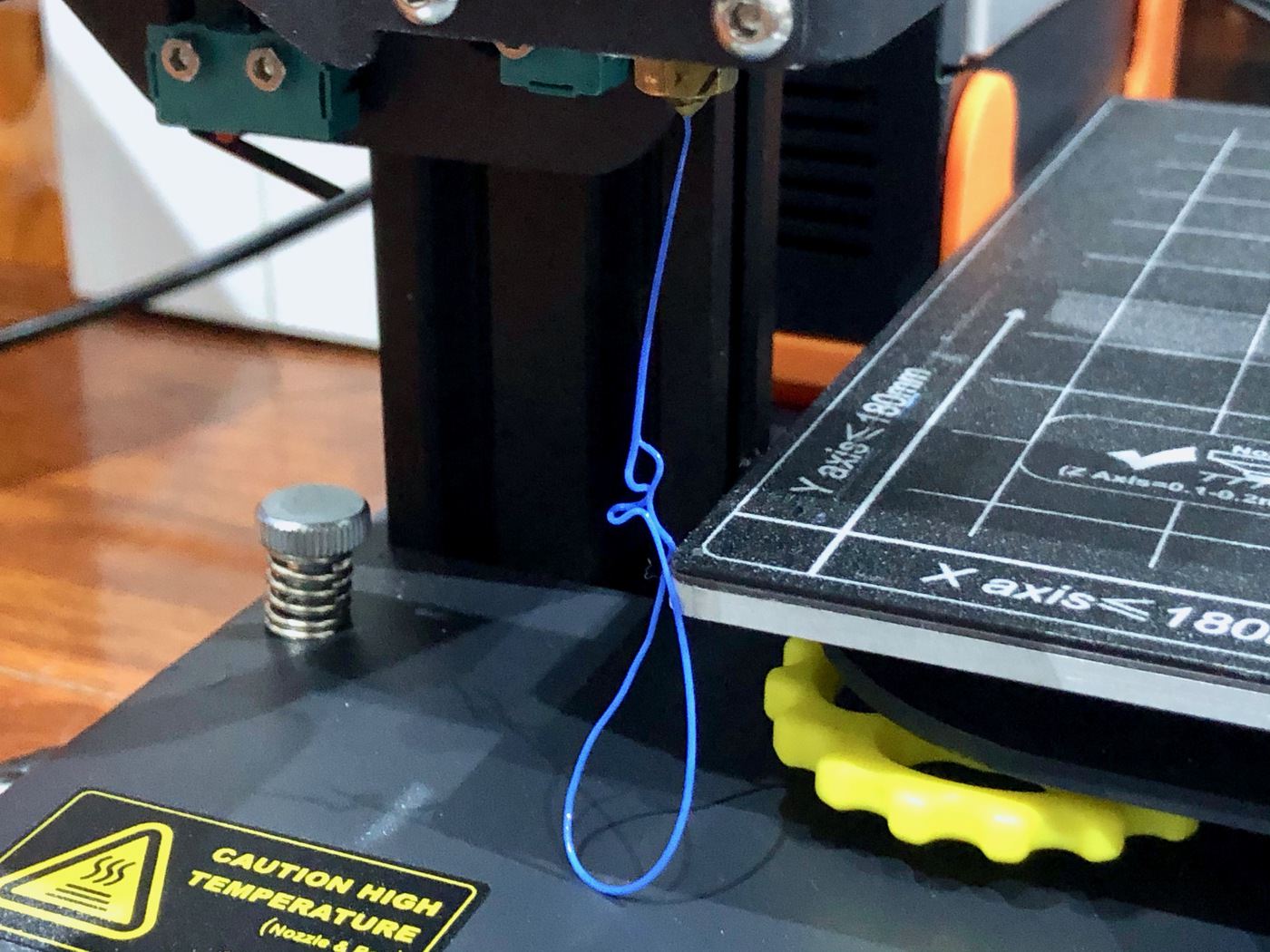
上下動、つまりZ軸のスタート地点は、Z軸のフレームの根元にあるバネで支えられた金具で調節できるのは覚えておきたい。レベリングに大いに関係している。

さて、話は「ポイント1」から「ポイント4」を押した直後に戻る。
ノズルの動きが止まったら、止まった位置の直近のベッドのダイヤルを右に回し、ベッドとノズルの間隔を狭めていく。
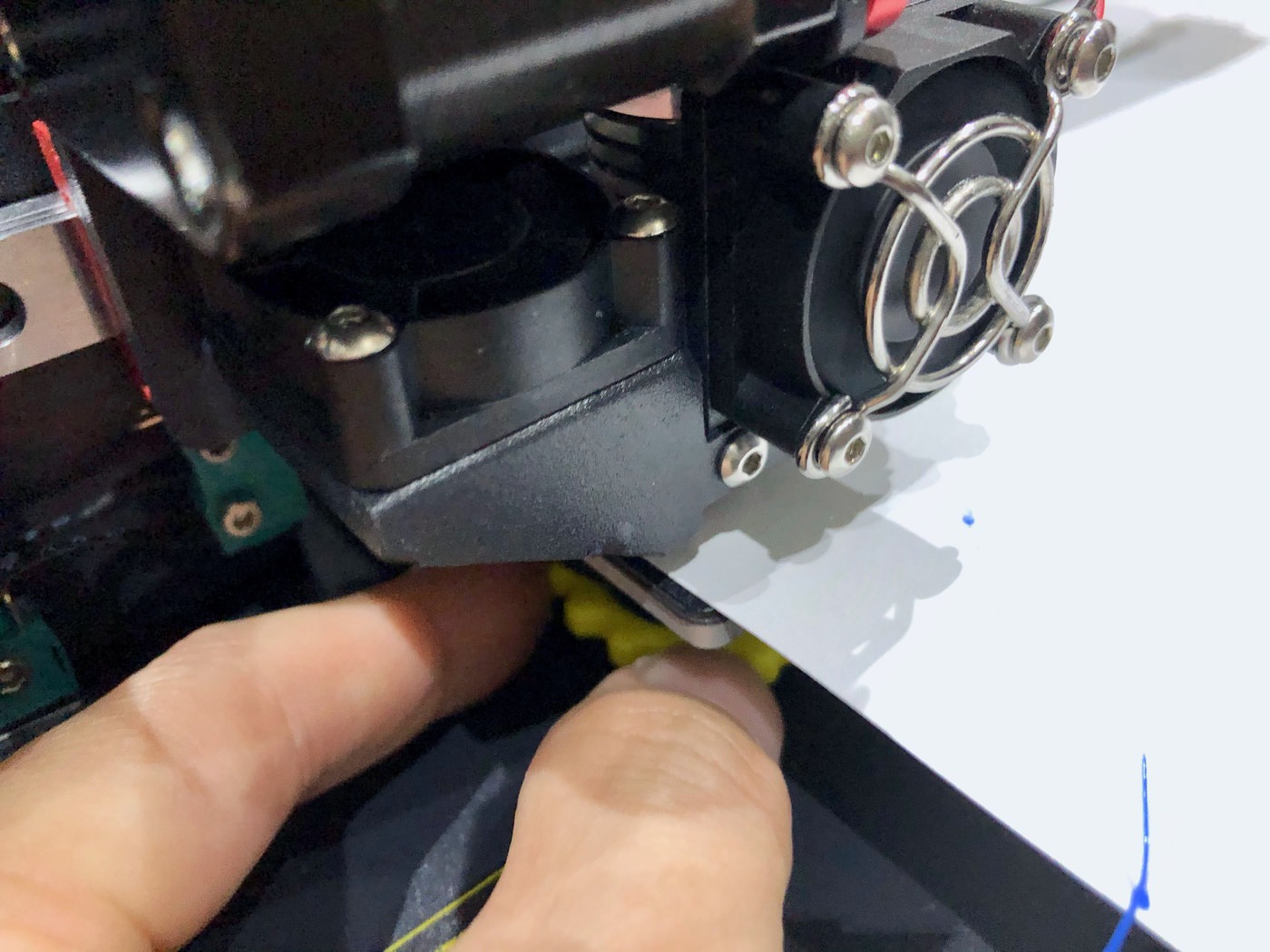
狭めながらベッドの上に敷いたコピー用紙を前後にカサカサ動かし、ベッドとノズルの間にコピー用紙が挟まるぐらいまでダイヤルを右に動かす。
ベッドとノズルの間にコピー用紙が挟まれかけると、コピー用紙を動かしたときの抵抗となってそれが分かる。さらにダイヤルを右に回していくと、いつしかコピー用紙完全にベッドとノズルに挟まれ動かせなくなる時がくる。
この「挟まれ感」を四隅で統一する。非常に感覚的なものなので、何を基準に統一するかがなかなか難しい。
紙をカサカサ動かすのにやや抵抗はあるが、紙を動かせないほどでない、という程度にする。
四隅を順に調整したら、同じことをさらに2周ぐらいやる。なぜなら、直前の調整が他にも影響を及ぼすからだ。
さっきちょうどいいところに調整したと思ったところを2周目で確認してみると、キツ過ぎになっていたりということが起きる。
KINGROON KP3Sの場合、ノズルの軌跡とベッドの平行さえ取れていれば、ベッドとノズルの間隔は後から簡単に調整できる構造なので、平行を取ることだけ考えていればいい。
レベリングの微調整
以下のページで書いた通り、KINGROON KP3S標準のビルドステッカーはノズルとベッドの間隔が狭い状態でフィラメントを押し出すと、ビルドステッカーの微細な凸凹に樹脂を刷り込むような形になってしまい、取り除くことができなくなってしまう。
従って、ノズルとベッドの間隔が不必要に狭くなってしまわないように気を使わなくてはならない。ギリギリを狙って狭くなるぐらいなら、ガバガバでも広い方がマシだ。
このような理由から、前項でやったレベリングの微調整を行う。
微調整には、Z軸の根元にあるバネで支えられた金具を使う。

これを時計回りに回すとノズルとベッドの間隔が狭まる。
反時計回りに回すと、ノズルとベッドの間隔が広くなる。

そこで、まずやるべきは反時計回りに回すことだ。
1回転ほど反時計回りに回す。これで、さきほどのレベリングで出した平行を保ったまま、上に垂直移動させられたわけだ。
ここを起点にテストプリントを繰り返し、結果を見て調整をしていく。
反時計回りに回してノズルとベッドの間隔を広く取ったので、ここから時計回りに回していき、ノズルとベッドの間隔を狭めて適正な間隔にするわけだ。
何をもって適正とするか?
0.2〜0.3mmの薄い板で構成されたデータを用意し、それをプリントして、造形結果が1枚シート状になったところが最適な間隔という判定方法でいいだろう。
ビルドステッカーの保護という見地から、厚めの0.3mmがいいか。
(適切なデータを探しておきます)
最初は、プリントしたものがバラバラになってしまうはずだ。案の定バラバラになっていたらメニュー「操作」から印刷を中止。

金具を時計回りに回し、ノズルとベッドの間隔を狭めて再度テストプリントという具合だ。
ノズルで描いたパスがバラバラにならず、一枚の板状になればOK。
ベッドから樹脂が剥がれないほどレベリングがキツくなってしまった場合は、金具を反時計回りに少し回してノズルとベッドの間隔を広げ、その上に重ねてプリントすると剥がせるようになるかもしれない。

金具を回すのはノズルがベッドに近いとやりづらいので、メニューの「移動」から「Z+」を押してノズルを上に上げてやるといいだろう。
いちいちノズルを上げるのが面倒だから、金具にかぶせる直径の大きなダイヤルを作り、横から操作できるようにするといいかもしれない。
次やることは?
G-codeをプリントすることはできるようになったので、次できるようになるべきは、Thingiverseなどから無尽蔵にダウンロードできるSTL形式のファイルをG-code形式のファイルに変換できるようになることだ。
それには、冒頭の「3Dプリンターライフってどんなもの?」の図で紹介した通りスライサーというものを使用する。
スライサーの使い方については、以下に書いておく。
データ共有サイトThingiverseには無数のデータがアップロードされており、3Dプリンター文化の中枢を担う最も重要なサイトといっていい。
自分で作れるようになるまでは、Thingiverseで有用と思うものをダウンロードして活用するといいだろう。
作れるようになった後も、自らの手間を最小限にするためにこのサイトからパーツを調達し、改造して目的を果たすのにも大変役立つ。